 登錄
登錄  注冊(cè)
注冊(cè) 短信碼登錄
密碼登錄
獲取短信驗(yàn)證碼
獲取短信驗(yàn)證碼

2024-09-06
作者:趙曉東
(重慶電子工程職業(yè)學(xué)院)
摘 要:ATOX50立磨頻繁出現(xiàn)因磨輥密封壓力過(guò)低而跳停現(xiàn)象,嚴(yán)重時(shí)磨機(jī)根本無(wú)法啟動(dòng),其生產(chǎn)技術(shù)指標(biāo)嚴(yán)重下滑。要避免因磨輥密封壓力不足而導(dǎo)致的連鎖跳停,在平時(shí)生產(chǎn)中要注重技術(shù)維護(hù)和操作控制,包括查看三角皮帶的工作狀態(tài),改善密封風(fēng)機(jī)的工作環(huán)境,檢查密封空氣輸送管道,檢查磨輥密封環(huán)的間隙,以及合理控制生料立磨的啟動(dòng)及降輥時(shí)間。
關(guān)鍵詞:立磨;磨輥;密封壓力;跳停
0 引言
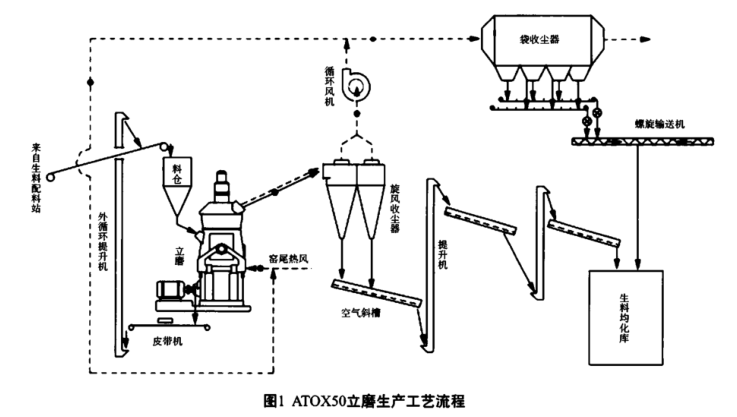
重慶TL水泥有限公司5 000 t/d熟料生產(chǎn)線的生料制備選用ATOX50立磨,其生產(chǎn)工藝流程如圖1所示。該生料制備系統(tǒng)自2016年6月投產(chǎn)以來(lái),其生產(chǎn)技術(shù)指標(biāo)一直比較理想:磨機(jī)臺(tái)時(shí)產(chǎn)量428.57 t/h;生料電耗平均為15.43 kWh/t;生料細(xì)度合格率平均為93.43%;生料水分合格率平均為95.01%。但2019年3月,立磨頻繁出現(xiàn)因磨輥密封壓力過(guò)低而跳停現(xiàn)象,嚴(yán)重時(shí)磨機(jī)根本無(wú)法啟 動(dòng),其生產(chǎn)技術(shù)指標(biāo)嚴(yán)重下滑:磨機(jī)臺(tái)時(shí)產(chǎn)量降到 405.45 t/h;生料電耗增到17.24 kWh/t;生料細(xì)度合格率降到83.23%;生料水分合格率降到86.78%。該月7次無(wú)法啟動(dòng)磨機(jī),被迫停磨累計(jì)13.05 h,累計(jì)少產(chǎn)生料15 500 t,經(jīng)濟(jì)效益損失總計(jì)50多萬(wàn)元。本文對(duì)該立磨密封壓力低跳停的原因進(jìn)行分析,并介紹處理措施及效果。
1 磨輥密封壓力的作用
1.1 磨輥密封風(fēng)機(jī)的功效
ATOX50生料立磨配置了一臺(tái)密封風(fēng)機(jī),其工作參數(shù)為:風(fēng)量22 000~48 000 m3 /h;風(fēng)壓39~48 mbar;功率7.5 kW;轉(zhuǎn)速2 920 r/min。密封風(fēng)機(jī)的作用就是保護(hù)磨輥軸承。密封風(fēng)機(jī)把經(jīng)過(guò)過(guò)濾網(wǎng)抽吸的外界空氣,通過(guò)可移動(dòng)空氣輸送管道從磨機(jī)殼體進(jìn)入中央軛,再通過(guò)中央軛和軸通道分別進(jìn)入3個(gè)磨輥,保證磨輥腔內(nèi)氣體壓力高于外界壓力,防止磨內(nèi)粉塵顆粒進(jìn)入磨輥軸承,從而實(shí)現(xiàn)保護(hù)磨輥軸承的作用。
1.2 磨輥密封壓力低的不良影響
如果磨輥腔內(nèi)的密封壓力長(zhǎng)時(shí)間等于或小于外界壓力,則磨內(nèi)粉塵顆粒就會(huì)進(jìn)入磨輥腔內(nèi),導(dǎo)致磨輥軸承骨架密封嚴(yán)重磨損乃至損壞,產(chǎn)生磨輥漏油現(xiàn)象;如果粉塵顆粒進(jìn)入磨輥軸承內(nèi),將導(dǎo)致 磨輥軸承損壞而停產(chǎn),而更換磨輥軸承大約需要一周時(shí)間。所以ATOX50生料立磨系統(tǒng)設(shè)置了自動(dòng)連鎖控制,一旦磨輥密封壓力低于25 mbar,磨機(jī)就會(huì)因?yàn)樽员6!?/p>
2 磨輥密封壓力低的原因分析
(1)密封風(fēng)機(jī)采用三角帶傳動(dòng)方式,長(zhǎng)時(shí)間的運(yùn)行,容易造成傳動(dòng)三角皮帶的老化、變松及打滑,導(dǎo)致傳動(dòng)效率降低,風(fēng)機(jī)電流下降,輸出的風(fēng)量降低,密封壓力下降。
(2)密封風(fēng)機(jī)的工作環(huán)境粉塵濃度高,造成密封風(fēng)機(jī)的過(guò)濾網(wǎng)堵塞,吸進(jìn)的風(fēng)量減小,密封風(fēng)機(jī)電流下降,輸出的風(fēng)量降低,致使密封壓力下降。
(3)磨機(jī)外部空氣輸送管道磨穿、開裂,磨機(jī)內(nèi)部空氣輸送管道被粉塵顆粒刷漏,導(dǎo)致磨輥密封系統(tǒng)產(chǎn)生漏風(fēng)現(xiàn)象,這時(shí)密封風(fēng)機(jī)的電流不變或上升,而密封壓力下降。
(4)磨機(jī)長(zhǎng)時(shí)間運(yùn)轉(zhuǎn),磨輥軸頸密封環(huán)因受磨內(nèi)粉塵顆粒的沖刷而嚴(yán)重磨損,致使密封環(huán)的間隙增大,通風(fēng)出口面積增大,出口風(fēng)速降低,密封壓力下降。
(5)生料立磨從啟動(dòng)到降輥粉磨的這段時(shí)間,磨輥密封壓力會(huì)快速降低。如果此時(shí)操作員采取的操作措施不當(dāng),磨輥密封壓力很快就會(huì)降到小于25 mbar, 直接導(dǎo)致磨機(jī)自保跳停。
3 保證磨輥密封壓力的技術(shù)措施
該生料磨磨輥密封壓力低于25 mbar,是長(zhǎng)時(shí)間疏于維護(hù)的結(jié)果。筆者認(rèn)為,在平時(shí)生產(chǎn)中注重技術(shù)維護(hù)和操作控制,就能避免因磨輥密封壓力不足而導(dǎo)致的連鎖跳停。
(1)運(yùn)行過(guò)程中經(jīng)常查看三角皮帶的工作狀態(tài),發(fā)現(xiàn)皮帶松動(dòng)、打滑,就要及時(shí)調(diào)整張緊度,保證密封風(fēng)機(jī)的傳動(dòng)效率。
(2)改善密封風(fēng)機(jī)的工作環(huán)境,減少其周圍環(huán)境的粉塵濃度,定期清理、更換密封風(fēng)機(jī)的過(guò)濾網(wǎng),保證過(guò)濾網(wǎng)的清潔度。
(3)運(yùn)行過(guò)程中經(jīng)常檢查磨機(jī)外部的密封空氣輸送管道,停機(jī)時(shí)認(rèn)真檢查磨機(jī)內(nèi)部的密封空氣輸送管道,發(fā)現(xiàn)破損、開裂等漏風(fēng)故障,及時(shí)修補(bǔ)、更換。
(4)磨機(jī)運(yùn)行一年,就要認(rèn)真檢查磨輥密封環(huán)的間隙,如果間隙大于5 mm,就要及時(shí)更換,防止磨輥骨架密封圈遭到粉塵顆粒沖刷,防止灰塵顆粒進(jìn)入磨輥軸承,保證磨輥長(zhǎng)期高效運(yùn)行。
(5)生料立磨從啟動(dòng)到降輥粉磨的這段時(shí)間,磨輥密封壓力會(huì)快速降低。筆者的經(jīng)驗(yàn)是,生料立磨的啟動(dòng)及降輥時(shí)間控制的越短越有利于避免其跳停。烘磨結(jié)束后,在90 s內(nèi)完成生料入庫(kù)設(shè)備、生料輸送設(shè)備、生料選粉設(shè)備、生料喂料設(shè)備、立磨潤(rùn)滑設(shè)備等輔機(jī)設(shè)備的啟動(dòng)。投料后,在60 s內(nèi)完成風(fēng)門調(diào)節(jié)、啟磨及落輥操作:當(dāng)物料進(jìn)入磨機(jī)的瞬間,立即將循環(huán)風(fēng)機(jī)的進(jìn)口風(fēng)門開到85%,循環(huán)風(fēng)機(jī)的回風(fēng)風(fēng)門開到100%,循環(huán)風(fēng)機(jī)的出口風(fēng)門開到80%,入磨熱風(fēng)風(fēng)門開到 100%,啟動(dòng)立磨主電機(jī),把入磨物料穩(wěn)定在磨盤上,再完成落輥操作;同時(shí),開啟磨內(nèi)噴水閥門 40%~50%,控制磨機(jī)出口廢氣溫度低于90 ℃。
4 結(jié)束語(yǔ)
實(shí)施以上維護(hù)措施后,再也沒(méi)有發(fā)生因?yàn)槟ポ伱芊鈮毫Φ投鹉C(jī)跳停的工藝故障,ATOX50生料立磨很快恢復(fù)了正常生產(chǎn),磨機(jī)臺(tái)時(shí) 產(chǎn)量達(dá)到430.78 t/h,生料電耗降到15.16 kWh/t,生料細(xì)度合格率平均為94.55%,生料水分合格率平均為96.89%,磨輥密封壓力穩(wěn)定在28~32 mbar之間,取得了比較理想的生產(chǎn)效果。
來(lái)源:《新世紀(jì)水泥導(dǎo)報(bào)》
(版權(quán)歸原作者或機(jī)構(gòu)所有)
1